

半導體硅晶片超精密加工研究
硅是具有金剛石晶體結構,原子間以共價鍵結合的硬脆材料。其硬度達1000HV,但斷裂強度很低,超精密加工這樣的硬脆材料有一定的難度。同時,硅又是一種很好的半導體材料,構成集成電路半導體晶片(芯片)的90%以上都是硅晶片。以信息網絡為代表的信息革命浪潮,正在各方面推動著社會進步,改變著人們的生活方式,提高人們的生活水平。所有這些進步和發展,主要由半導體硅片上所制成的微細集成電路芯片及由各種芯片器件制成的各種電器所引起和推動的。
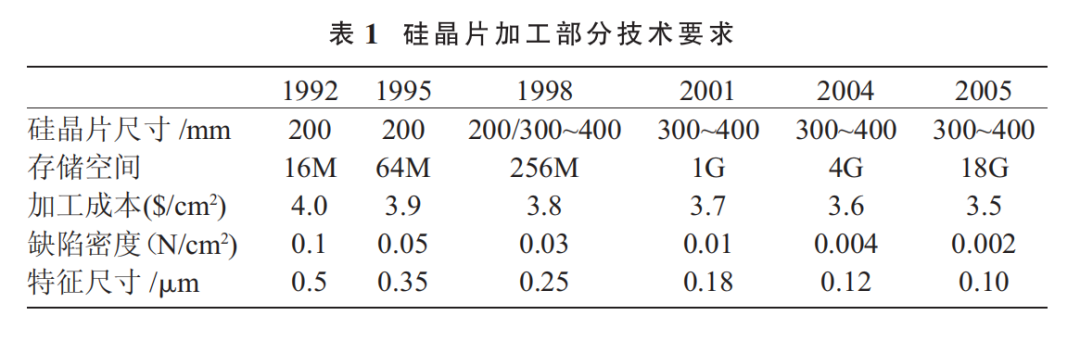
另外,在現代國防和軍事方面,電子信息化武裝的武器裝備在現代戰爭中發揮著越來越重要的作用,甚至起著決定戰爭勝負的關鍵性作用。所有這一切的發展和需要,都是建立在半導體硅材料的基礎之上。半導體硅材料是半導體工業最重要的主體功能材料,是第一大功能電子材料,至今全球硅材料的使用仍占半導體材料總量的95%以上。硅材料、硅器件和硅集成電路的發展與應用水平早已成為一個國家的國力、國防、國民經濟現代化及人民生活水平的重要標志。集成電路自 1959 年發明以來,集成電路芯片 的集成度在不斷提高,而加工特征尺寸和加工成 本逐步縮小[2],如表 1 所示。
為了能在硅晶片上印刷集成電路、與其他元件結合緊密,硅晶片的表面必須平直;特別是隨著集成電路集成度的提高,對硅晶片表面的線寬、硅晶片的平直度提出了越來越高的要求;而且企業為了占領市場,實現優質、低耗、大尺寸、高精度的硅晶片超精密加工具有極其重要的意義。
超精密加工的加工機理主要包括“進化加工”及“超越性加工”。目前除對機理研究外,還對微觀 表面完整性,在超精密范疇內對各種材料的加工過程、現象、性能以及工藝參數進行提示性研究。由于直接對切削點觀察異常困難,現在有提議將切削裝置小型化,放置于SEM的鏡頭下進行切削并觀察。日本大阪大學井川直哉教授等開始采用 計算機仿真,逐步向揭開微量切削的奧秘迫近。超精密加工方法主要包括超精密切削(車、銑)、超精密磨削、超精密研磨(機械研磨、化學機械研磨、非接觸式浮動研磨、彈性發射加工等)以及超精密特種加工(電子束、離子束以及激光束加工等)。而且在今后的相當一段時間,亞微米及納米級制造及測量成為制造科技和制造工藝的主流。
硅晶片主要研究方法及現狀
1.1 硅晶片的形成生產硅晶片從制作硅錠開始,這可能需要一周至一個月的時間。75%以上的單晶硅片使用切克勞斯基直拉(CZ)法制成。將大塊的多晶硅與少量摻雜劑一起放入石英坩堝內即可制出硅錠。多晶硅通過氯代硅烷和氫氣的復合還原及純化處理從砂石中提煉出來。摻雜劑使硅錠具有期望的電學特性并決定硅錠的類型 (P 或 N)。單晶拉制是將大塊的多晶硅與少量摻雜劑一起放入熔爐石英坩堝內。多晶硅在高純度氬氣流中、1400 ℃加工溫度下融化。當其成為熔體時,即相當于一顆單晶硅片的“種子”灑落在了熔體中并且被慢慢地拔出。種子的表面張力使小量熔融的硅晶體與種子一起升起,形成一個理想的、與種子具有相同晶體定向的單晶錠塊。成形的單晶錠塊被打磨成大致的直徑尺寸,順著錠塊長度方向呈現“鋸齒狀”或 “扁平狀”,據此形狀可判斷錠塊的結晶定向。切割使用金剛石圓鋸將晶棒切割成晶片。邊緣打磨加工硅晶片時一個非常重要的步驟就是在后續加工過程或以后的元件制作過程中減少晶片的破損。初成形的晶片邊緣都是經過充分打磨,這樣做可以大大地改善清洗效果并減少破損,有效率達 400%。研磨晶片在切割過后十分粗糙,兩邊均有鋸過的痕跡和瑕疵。研磨處理可去除晶片表面的鋸痕和瑕疵,同時能夠緩解切割過程積聚在晶片中的應力。研磨過程還會導致出現裂紋以及其他 相關現象,通過蝕刻和清洗,用氫氧化鈉溶液或乙酸、硝酸混合溶液去除研磨造成的細裂縫和表面破損,然后用去離子水沖洗。拋光過程包括幾個步驟,需要使用越來越細的漿料(拋光劑)。晶片可進行正面拋光,也可雙面拋光。拋光處理前對晶片進行多晶硅包覆、吹砂或毛刷損傷等“背面損傷”處理,目的是為了“收集瑕疵”,將硅晶片的瑕疵拉向晶片背面,而遠離要加放元器件的正面。最終清洗,該步驟去除晶片上大量的金屬、殘渣以及顆粒物。清洗方法為 RCA,于 20 世紀 70 年代所研制。第一步稱為 SC1,依次使用氨水、稀氫氟酸、去 離子水清洗。下一步 SC2 清洗包括依次使用鹽 酸、雙氧水、去離子水清洗。
清洗處理后晶片最后進行雙面擦洗,去掉最小的顆粒物。硅晶片經過以下過程形成:多晶體硅→極限拉伸(局域拉伸)→單晶體硅柱→外圓磨削(無心磨削)→磨削切斷(精密切割)→圓邊→硅晶片
●拉單晶工序:融化 → 頸部成長 → 晶冠成長 → 晶體成長 → 尾部成長。
●晶棒裁切與檢測:將長成的晶棒去掉直徑偏小的頭、尾部分,并對尺寸進行檢測,以決定下步加工的工藝參數。
●外徑磨削:由于在晶棒成長過程中,其外徑尺寸和圓度均有一定偏差,其外圓柱面也凸凹不平,所以必須對外徑進行修整、研磨,使其尺寸、形狀誤差均小于允許偏差。
●切斷:由于硅的硬度非常大,所以在本工序里,采用環狀,其內徑邊緣鑲嵌有鉆石顆粒的薄片鋸片將晶棒切割成一片片薄片。
●圓邊:初切割的晶片外邊緣很鋒利,硅單晶又是脆性材料,為避免邊角崩裂影響晶片強度、破壞表面光潔和對后工序帶來污染顆粒,必須用專 用的電腦控制設備自動修整晶片邊緣形狀和外徑尺寸。
1.2 硅晶片的傳統加工工藝硅晶片加工是 IC 制造系統重要的基礎環節, 硅片的加工精度、表面粗糙度和表面完整性直接影響 IC 的線寬和 IC 的性能,對于<200 mm 的硅 片,傳統的加工工藝過程為:切片→倒角→研磨→ 腐蝕→清洗→拋光(如圖 1 所示)。由于采用內圓金剛石鋸片切割會產生較大的翹曲變形,最大翹曲量達到 37 μm,硅片表面還會殘留切痕和微裂痕,損傷層深度可達 10~50 μm,經雙面研磨機平整化加工后可使硅片厚度公差小于 3 μm,總厚度 變化 TTV<1 μm,平整度<1 μm,但表面粗糙度 為 0.1~0.2 μm,達不到要求,需經過后續的腐蝕去除研磨所產生的表面損傷層,最后經過化學機械拋光獲得超光滑無損傷表面。
1.3 硅晶片的超精密加工經過上述過程所形成的硅晶片,其平面度小于 8 μm,但還需進一步加工,以提高其平面度和降低表面粗糙度。其主要過程為粗磨→精磨→化學刻蝕→拋光→電路層制作→背面磨削→切割成小塊。
1.3.1 超精密切削研究現狀單點金剛石切削(SPDT)。單點金剛石切削的特點是采用數控方法直接控制加工輪廓和表面粗糙度,是加工紅外光學材料和磨削加工的可替代方法。Venkatesh 等人采用 0°前角、刀尖半徑為 0.75 mm 的金剛石刀具加工硅晶片,當切削深度為 1 mm、進給速度為 0.4 mm/min、主軸速度為 400 m/min 時,采用 AFM 測量方法,所得到的表面粗糙度達到 1 nm[7]。金剛石切削刀具刃口圓弧半徑一直在向更小 的方向發展,因為它的大小直接影響到被加工表面的粗糙度,同時還必然要求金剛石刀具更加鋒利。根據日本大阪大學島田尚一博士介紹,為了進行切薄試驗,目標是達到切屑的厚度 1 nm,其刃口圓弧半徑趨近 2~4 nm。為解決金剛石刀具的磨損問題,Jiwang Yan 等人提出采用倒角金剛石刀具大進給塑性加工單晶硅,在進給量為 5 mm/min 的加工條件下得到的 SEM 連續切屑,加工表面粗糙度 Ra = 5.1 nm[8]。這一方法對于推廣單點切削的生產應用具有重要意義。
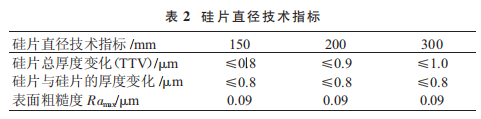
1.3.2 超精密磨削研究現狀 (1)硅片自旋轉磨削。采用略大于硅片的工件轉臺,通過真空吸盤每次裝夾一個硅片,硅片的中心與轉臺的中心重合,杯形金剛石砂輪的工作面調整到硅片的中心位置。磨削時,硅片和砂輪繞各自的軸線回轉,砂輪只進行軸向進給。在超精密磨削中,金剛石砂輪的修整情況對零件的加工質量有決定性影響。其修整過程主要包括修平 / 結合劑去除和去尖,修平一般采用金剛石砂輪磨削相對軟質物質。結合劑去除主要采 用電解法和接觸放電法。目前,采用硅片自旋轉磨削方法加工直徑 150~ 400 mm(6~16 英寸)硅片,可實現硅片的正面超精密磨削和背面磨削減薄,所達到的技術指標見表 2。
1~20 nm,亞表面損傷深度只有傳統磨削的 1%~2%,甚至小于拋光加工產生的亞表面損傷深度。由于 Tetraform“C”型磨床結構方面的原因,Cranfield 大學與 Cranfield 精密工程有限公司聯合研制成功一種新型的硅片超精密磨床(見圖 3),該磨床為敞開臥式結構,并采取控溫、隔振等措施,可在一個工序中以很高的加工效率完成 硅片的塑性域納米磨削,獲得很好的表面和亞表面完整性。據稱,用該磨床超精密磨削大尺寸硅片可以完全代替傳統工藝的研磨和腐蝕工序,甚至有望代替拋光加工。(2)微粉金剛石磨盤的研磨和拋光工藝:A. 高剛度的固著磨料盤安裝在磨拋液槽的底部;B. 磨拋主軸采用高精度高剛度空氣軸承,Z 向采用高剛度的微進給控制系統,保證工件與磨拋主軸間的位置精度;C. 磨拋運動由工件的旋轉和工作臺在 X-Y 方向的高精度運動組成;D. 通過測力平臺精密檢測過程中的磨拋力,可進行超低載荷磨拋加工;E. 采用磨拋液循環過濾和溫度控制系統,排除磨拋液中的廢屑和保持磨拋液溫度恒定。F. 利用磨拋液的化學作用和磨盤的機械作用,通過控制壓力進行硅片超精密平整化加工,在正常磨拋壓力下,大直徑硅片的平面度可控制在 5~50 nm 之間。1.3.2 超精密研磨研究現狀在包括機械化學研磨(Chemical-Mechanical Polishing)、非接觸式浮動研磨、彈性發射加工等 超精密研削中,機械化學研磨的應用比較廣泛。其工作原理是由溶液的腐蝕作用形成化學反應薄層,然后由磨粒的機械摩擦作用去除。利用軟磨料的活性以及因磨粒與工件間在微觀接觸度的摩擦產生的高壓、高溫,使能在很短的接觸時間內出現固相反應,隨后這種反應生成物被運動的磨粒機械摩擦作用去除。目前去除量最小至 0.1 nm,整體厚度變化為(0.2~0.4)μm/300 mm, 表面光潔度為 1 nm。
圖 4 為用 AFM 測得的表面 粗糙度。英國和德國對這項技術的研究處于領先地位。
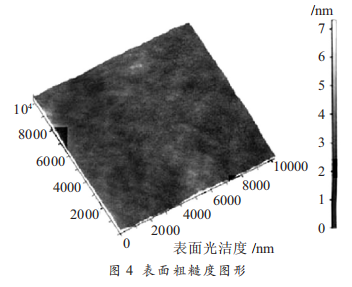
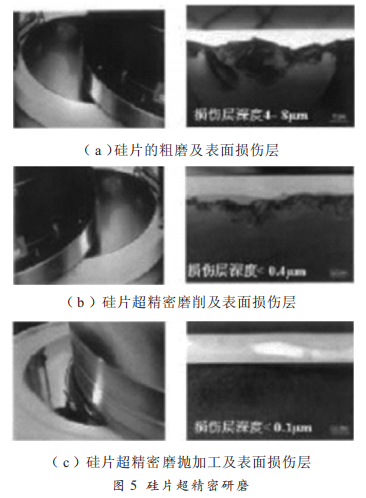
圖 5(a)、圖 5(b)、圖 5(c)為硅片的粗磨、超精密磨削和超精密磨拋加工及其表面損傷層。
3 硅片的超精密拋光技術
3.1化學機械拋光
化學機械拋光時,旋轉的工件以一定的壓力壓在旋轉的拋光墊上,而由微米或納米磨粒和化學溶液組成的拋光液在工件與拋光墊之間流動,并產生化學反應,工件表面形成的化學反應由磨粒的機械作用去除,即在化學成膜和機械去膜的 交替過程中實現超精密表面加工———游離磨料CMP。CMP加工過程中,硅片表面各點的拋光壓力分布是不均勻的,這成為影響硅片CMP平整化加工均勻性的重要因素,夾持和固定硅片的夾盤和背襯表面平整度直接影響拋光硅片的平整度。日本Tokyo Seimitsu公司應用氣壓控制技術開發了浮式硅片夾盤,不需要高精度的平整背襯,通過在夾盤中形成的氣墊支撐硅片的背面,以保證拋光過程中均勻的壓力分布。
3.2等離子輔助化學刻蝕平坦化技術
測量系統把硅片表面凹凸的幾何誤差信息輸入計算機,由計算機控制等離子噴嘴的位置和速度,對凸凹表面進行局部加工,刻蝕速度一般為1~50 mm/min,等離子噴嘴直徑可以從3~30 mm選擇,對精度進行控制。
3.3電化學機械平坦化技術
在傳統的電化學銅沉積工藝基礎上,在兩個電極之間增加非導體多空拋光墊,利用拋光墊的干擾作用實現選擇性電化學銅沉積,同時拋光墊的機械摩擦和拋光作用可去除頂部多余的銅沉積層,從而通過選擇沉積于機械去除雙重作用,減少多余銅的厚度,達到平坦化的目的。
3.4無應力拋光技術由電解拋光技術發展而來,依靠電流密度效應按一系列同心環對銅結構表面進行平坦化。其工藝過程為:首先利用電解拋光去除大量的銅;再通過二次拋光,以確保全部去除頂部的銅;最后采用等離子體刻蝕工藝去除頂部的阻擋層金屬,并 回蝕某些電介質。
4硅晶片加工設備的研究現狀
美國LLL實驗室于1983年研制的DTM-3大型金剛石超精密車床,加工平面度為12.5 nm,加工表面粗糙度Ra為4.2 nm。英國克蘭菲爾德(Cranfield)技術學院所屬的克蘭菲爾德精密工程研究所(簡稱CUPE)是當今世界上精密工程的研究中心之一,是英國超精密加工技術水平的獨特代表。其生產的Nanocentre(納米加工中心)既可以進行超精密車削,也可以進行超精密磨削,加工工件的形狀精度為0.1 nm,表面粗糙度小于10nm。模塊化、構建化是超精密機床進入市場的重要技術手段,如美國ANORAD公司生產各種主軸、導軌和轉臺,用戶可根據各自的需要組成一維、二維和多維超精密運動控制平臺和機床。超精密機床往往與傳統機床在結構布局上有很大差別,流行的布局方式是“T”型布局,這種布局使機床整體剛度較高,控制也相對容易,如Pneumo公司生產的大部分超精密車床都采用這一布局。模塊化使機床布局更加靈活多變,如日本超硅晶體研究株式會社研制的超精密磨床,用于磨削超大硅晶片,采用三角菱形五面體結構,用于提高剛度;德國蔡司公司研制了4軸AS100精密磨床,用于加工自由形成表面,該機床除了X、Z和C軸外,附加了A軸,用于加工自由表面時控制砂輪的切削點。
5硅晶片加工方法的發展趨勢
(1)雙面研磨和采用杯形砂輪的回轉磨削可進一步提高硅晶片的表面質量,是未來硅晶片超 精密加工很有競爭力的技術;(2)在磨削過程中,通過控制刀具相對于工件的位置和刀具主軸的自動調整來獲得理想的加工表面,實現以磨代拋;(3)為進一步提高硅晶片的表面質量,大摩擦系數的化學機械拋光有可能得到應用;(4)對于大尺寸的硅晶片,如果利用固定金剛石刀具進行塑性區域加工,可提高加工精度,減小亞表面的損傷,減小拋光量,提高加工效率;(5)用超精密切削代替超精密磨削也是超精密技術發展方向之一。
