

隨著科技的不斷進步,氮化鋁陶瓷基板作為一種高性能材料,在電子、航空、航天等領域的應用日益廣泛。然而,氮化鋁陶瓷基板的加工技術,尤其是超精密加工技術,一直是制約其進一步發展的瓶頸。本文將探討氮化鋁陶瓷基板超精密加工技術的挑戰,并展望未來的突破方向。

氮化鋁陶瓷具有高強度、高硬度、高熱穩定性以及良好的絕緣性能,是理想的電子封裝材料和高溫結構材料。在電子領域,氮化鋁陶瓷基板被廣泛應用于集成電路、功率電子器件、傳感器等高性能電子產品的制造中。然而,由于其硬度高、脆性大,傳統的加工方法難以滿足其高精度、高表面的加工要求。
二、超精密加工技術的挑戰
超精密加工技術是實現氮化鋁陶瓷基板高精度、高質量加工的關鍵。然而,在實際應用中,超精密加工技術面臨著諸多挑戰:
材料硬度高:氮化鋁陶瓷的硬度接近金剛石,傳統的機械加工方法難以實現其高效、高精度的加工。
脆性大:氮化鋁陶瓷的脆性使其在加工過程中容易產生裂紋和崩邊,嚴重影響加工質量和產品性能。
加工溫度高:在超精密加工過程中,由于摩擦熱和切削熱的作用,加工區域溫度會急劇升高,可能導致材料性能的變化和加工精度的下降。
表面質量要求高:氮化鋁陶瓷基板的應用往往要求其具有極高的表面質量和光潔度,這對加工技術提出了更高的要求。
三、超精密加工技術的突破方向
為了克服氮化鋁陶瓷基板超精密加工技術的瓶頸,研究者們不斷探索新的加工方法和工藝。以下是幾個潛在的突破方向:
研發新型刀具材料:通過研發具有更高硬度、更好耐磨性和抗熱性的刀具材料,降低加工過程中的切削力和切削熱,提高加工精度和效率。
優化加工工藝參數:通過深入研究氮化鋁陶瓷的加工特性,優化加工工藝參數,如切削速度、進給量、切削深度等,以減小加工過程中的熱影響和力影響。
引入新型加工技術:如激光加工、離子束加工等新型加工技術,這些技術具有非接觸、高精度、低損傷等特點,有望為氮化鋁陶瓷基板的超精密加工提供新的解決方案。
加強基礎研究:通過深入研究氮化鋁陶瓷的微觀結構、力學性能和加工機理等基礎問題,為開發更高效的加工方法提供理論支持。
四、結論與展望
氮化鋁陶瓷基板超精密加工技術的瓶頸是制約其應用進一步擴大的關鍵因素。通過研發新型刀具材料、優化加工工藝參數、引入新型加工技術以及加強基礎研究等多方面的努力,有望在未來突破這一瓶頸,推動氮化鋁陶瓷基板在更多領域的應用。隨著科技的不斷進步和創新,我們有理由相信,氮化鋁陶瓷基板的超精密加工技術將迎來更加廣闊的發展前景。
五、氮化鋁陶瓷基板加工技術的瓶頸:超精密加工技術
氮化鋁陶瓷具有導熱效率高、力學性能好、耐腐蝕、電性能優、可焊接等特點,是理想的大規模集成電路散熱基板和封裝材料。根據360 research reports數據預測,到2026年,全球AlN陶瓷基板市場規模預計將從2020年的6100萬美元達到1.073億美元,2021-2026年的復合年增長率為9.8%,應用市場前景廣闊。
在電子封裝應用中,氮化鋁陶瓷基片的輕量化和超光滑表面能夠減小體積,能降低內阻,有利于芯片的散熱。通常要求其表面超光滑,表面粗糙度Ra≤8 nm,損傷深度達到納米級別;在集成電路芯片應用中,氮化鋁陶瓷基片經過拋光后的表面精度需要滿足RMS<2 nm。而氮化鋁陶瓷的高硬度、高脆性和低斷裂韌性,使之在加工過程中容易產生表面缺陷和亞表面損傷。如何獲得高質量的平坦化加工表面,提高加工效率,減少加工中出現的缺陷和損傷,一直都是超精密加工領域的研究熱點。
目前,為了獲得表面質量較高的氮化鋁陶瓷基板,主要采用化學機械拋光、磁流變拋光、ELID磨削、激光加工、等離子輔助拋光以及復合拋光等超精密加工方法。
01
氮化鋁陶瓷化學機械拋光工藝
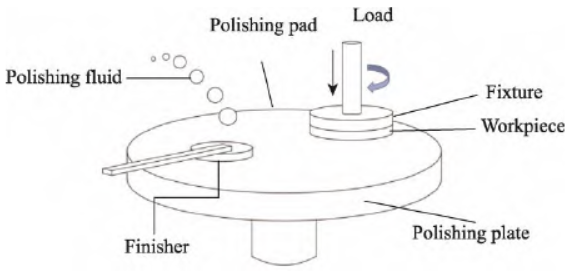
化學機械拋光(CMP)作為目前半導體行業使用最廣泛的全局平坦化技術。其工藝裝置主要由旋轉拋光盤、試件裝夾器及拋光液輸送裝置三部分構成。拋光盤上粘貼有拋光墊并自旋轉,外部通過承載器給晶片施加正壓力,使得晶片與拋光墊兩者之間有合適的正壓力,能夠產生相對運動。目前,氮化鋁陶瓷的CMP研究已經取得了一系列的進展。
在化學機械拋光中,材料的去除是通過化學和機械綜合作用,加工后的氮化鋁表面容易出現微裂紋,產生亞表面損傷。此外,在拋光工藝中,研磨液易造成污染,需要專門工藝處理,并且磨料容易對拋光墊造成磨損,需要定期對拋光墊修正。目前,用于氮化鋁的磨料、拋光墊種類、拋光工藝不如碳化硅成熟,有待進一步深入研究。
02
氮化鋁陶瓷磁流變拋光工藝
磁流變拋光技術是介于接觸式拋光與非接觸式拋光的一種拋光方法。與傳統的拋光方法相比,具有拋光精度高、無刀具磨損、堵塞現象,去除率高且不引入亞表面損傷等優點。
磁流變拋光工作
03
氮化鋁陶瓷的ELID磨削工藝
ELID磨削技術是將傳統磨削、研磨、拋光結合為一體的復合鏡面加工技術,具有高效性、工藝簡單、磨削質量高等特點,并且使用的磨削液為弱電解質的水溶液,對機床和工件沒有腐蝕作用,裝置簡單,適合推廣。但在磨削過程中由于修正電流的變化容易導致氧化層不連續,工件表面容易不平整,磨削工件容易產生燒傷、殘余應力、裂紋等缺陷。
ELID磨削原理
04
氮化鋁陶瓷激光加工
激光加工是一種無接觸加工、無刀具磨損、高精度以及靈活性強的先進加工技術,是適合脆硬型陶瓷材料的一種加工方法。其工作原理是光能通過透鏡聚焦后達到極高的能量密度,使材料在高溫下分解。激光加工方法成本低、效率高,但是難以控制產品的精度和表面質量。
激光加工原理
05
氮化鋁陶瓷等離子輔助拋光工藝
等離子輔助拋光(PAP)是一種干式拋光技術。由于其結合了等離子體輻照對表面進行改性,可通過超低壓或者使用軟磨料去除改性層,因而常被用于加工難處理材料。目前,等離子體輔助拋光由于受磨石的影響,材料的去除率相對于其他加工工藝較低,并且PAP的加工設備昂貴,不適用于大規模加工。
等離子輔助拋光
06
氮化鋁陶瓷復合拋光工藝
對于典型的硬脆性材料,非接觸式的加工方法,如化學腐蝕和激光拋光等,往往存在環境污染、加工成本高、加工效率低等問題。與之相比,接觸式的磨粒加工方法包括金剛石磨削和游離磨粒拋光,雖然加工效率高,工件形狀精度好,但會引入嚴重的表面和亞表面損傷,只適合粗加工,必須搭配刻蝕或拋光工序來實現損傷層的去除和應力釋放。
從上述分析可以看出,單一的加工方法無法同時具有各種優勢。為提高氮化鋁陶瓷基板加工表面質量和加工效率,國內外學者也采用多種加工手段進行復合拋光技術研究,常見的復合拋光工藝有超聲振動輔助磨削、超聲波磨料水射流拋光以及超聲輔助固結磨粒化學機械拋光等。
總結
作為電子封裝基板的理想材料,氮化鋁陶瓷超精密加工后的高質量加工表面是保證電子功率器件持久穩定使用的前提。就現階段而言,化學機械拋光仍是氮化鋁陶瓷最主要的平坦化超精密加工方法,并以其他超精密加工方法為輔。氮化鋁陶瓷是一種多晶材料,有大量AlN晶粒液相燒結而成,是典型的脆硬型材料,加工難度不小,現階段精密加工技術仍存在一些問題待解決:
(1)化學機械拋光中的研磨液、磨料、拋光墊種類較少,加工效率偏低。研發新型研磨液、磨料、拋光墊材料利于提高加工效率,降低成本。
(2)AlN陶瓷材料去除過程中的演變機理已經取得一些進展,但目前超精密加工氮化鋁陶瓷的表面損傷形成機理尚不夠明確,氮化鋁陶瓷實現延性加工臨界條件尚不明確,在表面質量和加工效率約束下,加工工藝參數選擇尚未明確,需進行深入的研究,為實現氮化鋁陶瓷高效低損傷精密加工提供技術支撐。
(3)現有CMP、ELID、PAP、MRF等加工工藝都不具有批量生產的優越性,氮化鋁陶瓷加工成本一直居高不下。
